摘要:對(duì)新能源電機(jī)殼水套三種壓裝方法常溫壓裝、熱套壓裝、冷卻壓裝進(jìn)行研究,結(jié)果表明熱套壓裝更適合大批量生產(chǎn)新能源電機(jī)殼水套。熱套壓裝過程中,需要對(duì)關(guān)鍵工藝參數(shù)、對(duì)中性、壓力位移曲線進(jìn)行分析,確保壓裝質(zhì)量穩(wěn)定,滿足電機(jī)殼性能要求。
1、研究背景
2023年全球新能源汽車銷量突破了1465萬輛,同比增長35.4%?其中,中國市場表現(xiàn)尤為突出,銷售量高達(dá)949.5萬輛,同比增長37.9%,市場滲透率達(dá)到31.6%?全球電動(dòng)汽車保有量在2023年達(dá)到近4200萬輛,比上一年增長約50%?可見,全球新能源汽車市場正在快速增長?水冷型電機(jī)殼因?yàn)榫邆渖嵝Ч?結(jié)構(gòu)緊湊?質(zhì)量小等優(yōu)點(diǎn),能夠有效降低電機(jī)的工作溫度,延長電機(jī)的使用壽命,提高效率?水冷型電機(jī)殼由外殼體和水套兩部分壓鑄件構(gòu)成,經(jīng)過立車?T5熱處理?水套壓裝?攪拌摩擦焊?焊后組合加工等一系列工序,形成一個(gè)密封的水冷腔體電機(jī)殼?水套壓裝工藝越來越受到新能源行業(yè)的重視,筆者對(duì)新能源電機(jī)殼水套壓裝工藝進(jìn)行研究?
2、技術(shù)要求
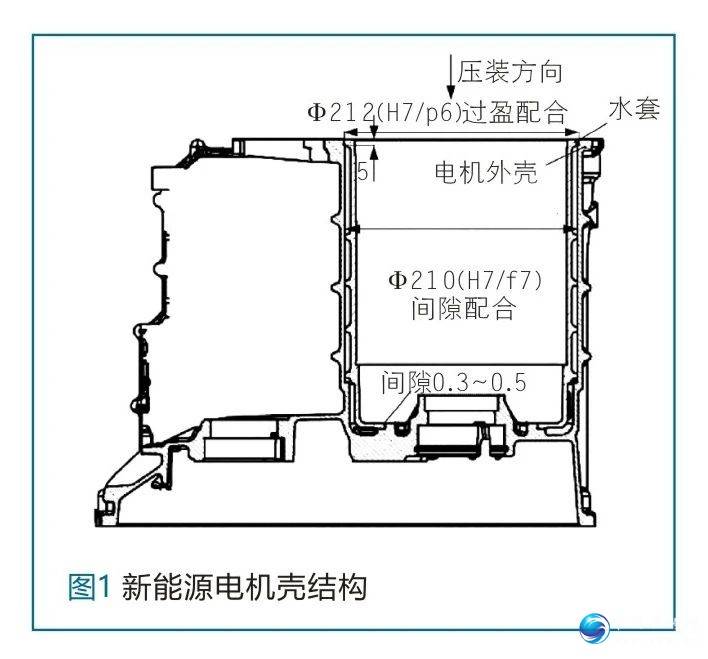
新能源電機(jī)殼結(jié)構(gòu)如圖1所示,鑄件外形尺寸為450mm×306mm×341mm,質(zhì)量為12.5kg,材質(zhì)采用ADC12鋁合金?電機(jī)外殼與水套上端深度為5mm,采用過盈配合φ212mm(H7/p6),并且最大過盈量為0.395mm?水套中間部位采用間隙配合φ210mm(H7/f7),間隙量為0~0.0375mm?電機(jī)外殼與水套下端采用間隙配合,間隙量為0.12~0.25mm?水套沿著壓裝方向被壓進(jìn)電機(jī)殼?
圖紙要求鑄件本體取樣機(jī)械性能滿足抗拉強(qiáng)度不低于256MPa,斷后伸長率不低于1.5%,屈服強(qiáng)度不低于160MPa?電機(jī)殼致密性要求高,鑄件整體要滿足ASTME505鋁合金氣(縮)孔2等級(jí)標(biāo)準(zhǔn),關(guān)鍵部位要滿足ASTME505鋁合金氣(縮)孔1等級(jí)標(biāo)準(zhǔn),整體孔隙率均低于5%,水道氦氣檢測氣密性要求在0.25-0.1MPa壓力下氦氣檢測泄漏量小于0.03(Pa·L)/s?電機(jī)殼清潔度要求高,整個(gè)產(chǎn)品上金屬及非金屬最大顆粒直徑不允許超過600μm?
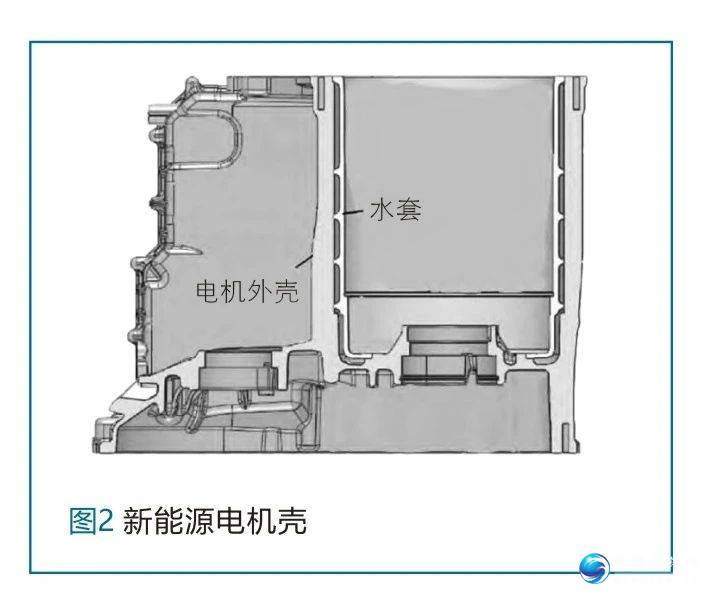
新能源電機(jī)殼如圖2所示,由水套和電機(jī)外殼兩部分組成?水套需壓裝進(jìn)電機(jī)外殼后,才能與電機(jī)外殼形成螺旋水道?壓裝前,要對(duì)水套和電機(jī)外殼進(jìn)行機(jī)加工,確保壓裝過程中尺寸一致性?水套與電機(jī)外殼上端有深度5mm的小過盈配合,下端為間隙配合?
電機(jī)殼產(chǎn)品的清潔度要求高,壓裝過程中不允許水套與電機(jī)外殼發(fā)生剮蹭,避免產(chǎn)生鋁屑而影響水道清潔度?同時(shí),電機(jī)殼鑄件機(jī)械性能和致密性要求高,水套壓裝過程中要盡可能減小對(duì)鑄件性能的影響?
3、常溫壓裝
常溫壓裝指將具有過盈量配合的兩個(gè)零件在常溫下壓到配合位置的裝配過程,適用于過盈量較小的靜配合,操作簡單,動(dòng)作迅速,是最常用的裝配方法之一?
常溫壓裝不需要復(fù)雜的設(shè)備或低溫環(huán)境,操作簡單,生產(chǎn)效率較高,缺點(diǎn)也較明顯,為適用范圍有限,僅適用于過盈量較小的配合,對(duì)于高精度或大過盈量的裝配效果不佳?水套與電機(jī)外殼上端過盈量較小,最大過盈量僅為0.0395mm,采用常溫壓裝可以將水套壓入電機(jī)外殼?但常溫壓裝過程中發(fā)現(xiàn),水套和電機(jī)外殼容易產(chǎn)生崩缺,產(chǎn)生多余物,影響產(chǎn)品清潔度?同時(shí)常溫壓裝時(shí)由于材料強(qiáng)度較高,會(huì)產(chǎn)生壓裝損傷,影響產(chǎn)品正常使用,顯然采用常溫壓裝方式不合適?
4、熱套壓裝
4.1 流程
熱套壓裝主要利用熱脹冷縮原理,首先需將電機(jī)外殼φ212mm和φ210mm大孔加熱至較高溫度,熱脹后獲得更大的孔徑,然后迅速將水套放入電機(jī)外殼中,并壓裝至規(guī)定要求尺寸,最后隨著熱套部位冷卻,體積收縮減小,電機(jī)內(nèi)外殼間產(chǎn)生摩擦力,從而實(shí)現(xiàn)穩(wěn)固裝配?目前大批量生產(chǎn)時(shí),電機(jī)殼水套壓裝采用的是熱套壓裝,生產(chǎn)效率高,且成本低?
4.2 溫度與時(shí)間參數(shù)
為了使熱套壓裝順利進(jìn)行,必須確定水套能松動(dòng)地放進(jìn)電機(jī)外殼大孔內(nèi)的適合間隙量?每種材料都有一定的線膨脹系數(shù),會(huì)因?yàn)闇囟鹊淖兓a(chǎn)生尺寸上的變化,計(jì)算式為:
式中:Δd為尺寸變化量;γ為線膨脹系數(shù),ADC12鋁合金一般為17.5×10-6K-1;d為溫度變化前的原始尺寸;t為溫度變化后的最終溫度;t0為溫度變化前的初始溫度,為20℃?
冷態(tài)時(shí),電機(jī)外殼與水套最大過盈量為0.0395mm?普通壓裝設(shè)備重復(fù)定位精度一般為0.03~0.07mm,壓裝間隙量至少需大于此區(qū)間?為了保證水套壓裝時(shí)與電機(jī)外殼的剮蹭風(fēng)險(xiǎn)小,建議單邊間隙至少為0.15mm?當(dāng)然,避免水套壓裝時(shí)與電機(jī)外殼發(fā)生剮蹭,間隙越大越好,但間隙越大意味著熱套溫度越高?
熱套溫度高會(huì)產(chǎn)生新的問題,造成電機(jī)殼材料疲勞或變形,影響電機(jī)殼內(nèi)部質(zhì)量致密性,從而影響電機(jī)殼性能?因此,在保證熱套壓裝過程中不產(chǎn)生剮蹭并確保裝配到位的前提下,需盡量減小升溫,避免影響電機(jī)殼性能?若單邊間隙量為0.15~0.20mm,則可以得到Δd為0.3~0.4mm,進(jìn)而可得熱套時(shí)電機(jī)外殼溫度需控制在100~128℃?
